Pharmaceutical companies are increasingly investing in automated visual inspection and sorting machines in order to replace subjective and costly manual sorting. These machines need to efficiently replace human hands by automatic mechanical manipulators, human eyes by digital video cameras, and most importantly and challenging, human brain by artificial intelligence, i.e. by complex software for image processing, analysis, understanding and decision making. Such technology is not easily understood, and it may not be 100% reliable when inspecting demanding products and/or specific defects, which significantly increases risks when considering investments in inspection technology.
Costs
Total life-cycle costs of an automated visual inspection machine may more than double the quoted price of the inspection machinery. The costs consist of investment and maintenance costs, which are straightforward, and also of operation and performance costs, which are more hidden.
The first of the hidden costs are operation costs. These costs are high, if the machine does not operate at declared capacity or has long downtimes due to tedious cleaning and changeover. The second and the most often overlooked hidden costs are performance costs, which originate from sub-optimal inspection quality. Inspection quality is the capability of the machine to correctly detect and sort the inspected products. Both, false rejection and false acceptance depend on product properties and on the design of the inspection machine, where inspection needs to be sensitive to specific defects and needs to tolerate the variations of acceptable products. High quality inspection with minimal false rejection and false acceptance is achieved with a reliable detection of not only straightforward defects (e.g. black dots, shape defects) but all defects, that can be critical, influencing the functionality of the product (e.g. lamination tendency or coating defects) or defects influencing the product identification (e.g. engraving or printing legibility), etc.
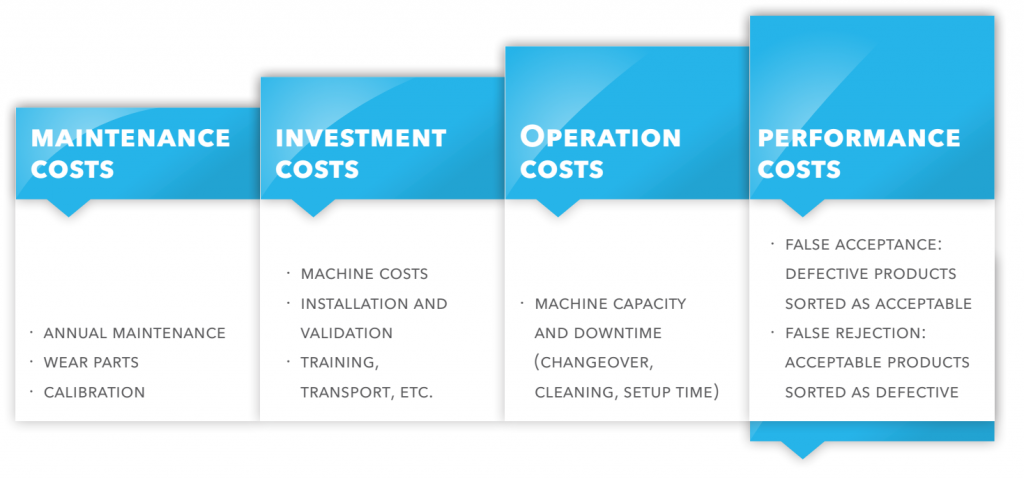
False rejection
False rejection are all acceptable products sorted as defective. This is a direct and easily measureable cost, as the acceptable products are falsely rejected rather than accepted and sold.
False acceptance
False acceptance are all defective products sorted as acceptable. This is an indirect cost, which increases the risk of batch recalls and company reputation.
Risks
Risks related to automated visual inspection originate from a poor machine design and poor inspection quality! There are four risks with considerable consequences that should be acknowledged.
Bad inspection practices
When inspection machines have high false rejection rates, operators sometimes repeat inspection of the rejected products to recover some of the falsely rejected products. Such practice not only reduces the inspection capacity, but also violates the good manufacturing practices (GMP) and can lead to conflicts with the auditors and the regulatory authorities.
Human error
Risk of human error during machine setting is high, if the operator needs to manually set or adjust any of the low-level machine parameters (e.g. illumination, camera, lens, mechanical settings, etc.). All these parameters are complex and correlated, with direct influence on the inspection quality, and require an in-depth technical knowledge. If the machine is not easy to use, the operators are less likely to become fully competent mastering the machine, despite training.
Validation
Visual inspection machines are validated measurement systems. If operators need to interfere with any of the low-level machine parameters to set or adjust the machine for operation, the machine may end up in a non-validated operating point. In such case, validated performance is ensured only with regular validation checks, which are often tedious and time-consuming. Optimally, an inspection machine should be validated throughout the whole life cycle, where annual or biennial validation checks are sufficient. This is only possible with a machine design, where the operator cannot change the machine parameters other than the inspection sensitivity according to required quality control.
Suboptimal inspection
False acceptance increases the risk of batch recalls and can put the reputation of the company at risk as well, while false rejection directly contributes to higher performance costs. Both risks contribute to performance costs, which were discussed in the previous chapter.
Performance evaluation
Automated visual inspection machines can and must be characterized by a number of important performance parameters:
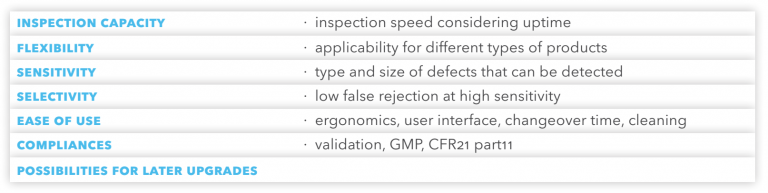
It is recommended that the performance parameters are evaluated using a customer’s product, not a generic product provided by the equipment supplier. For trustworthy evaluation of machine performance, it is preferred to conduct the three key tests on sensitivity, selectivity and operation.
Sensitivity (defect detection tests)
Defect detection tests are tests, where machine sensitivity is measured for each individual defect type. These tests help with estimation of false acceptance risks and indirect performance costs.
Selectivity (false rejection tests)
False rejection tests measure the amount of good products sorted as defective for each inspected product. These tests help with estimation of direct performance costs.
Operation (long term running tests)
Long term running tests simulate an actual campaign with all relevant procedures, i.e. cleaning, machine setup and machine operation during product inspection. These tests help to identify possible pitfalls during machine operation, enable ergonomics checks and offer insight in actual inspection capacity.
Buying a quality inspection machine without considering the quality of its inspection is like buying a reference instrument without knowing its accuracy. Try before you buy. Manage your costs and risks by carefully considering and verifying all of the above listed performance parameters!
Additional information
Download this White Paper in PDF.
Find out more about Sensum automatic visual inspection machines here.
Similar posts