Kapseln sind nach Tabletten die am zweithäufigsten verwendete Darreichungsform für Arzneimittel. Aufgrund ihrer hohen Flexibilität hinsichtlich Verwendbarkeit und Füllmaterial erfreuen sie sich großer Beliebtheit in der Pharma- und Nahrungsmittelindustrie. Obwohl sie seit mehr als einem Jahrhundert weit verbreitet sind, stehen moderne Herstellungs- und Verkapselungsprozesse immer noch vor einigen Herausforderungen, um perfekte Kapseln ohne Mängel bereitzustellen.
WIE WIRD EINE ZWEITEILIGE HARTGELKAPSEL HERGESTELLT??
Bevor wir uns auf die Mängel konzentrieren, ist es hilfreich zu wissen, wie eine Kapsel hergestellt wird, um die zugrunde liegenden Gründe besser zu verstehen, die zu einem Mangel an einer Kapsel beitragen. Die Kapselherstellung ist in zwei getrennte Prozesse unterteilt: die Herstellung der Kapselhülle und die Abfüllung der Kapseln. Diese beiden Prozesse werden nicht unbedingt von demselben Unternehmen durchgeführt.
In den meisten Fällen beginnt die Herstellung der Kapselhülle mit der Herstellung von Gelatine aus Kollagen. Im nächsten Schritt werden mehrere Formstifte aus genormtem Stahl für eine bestimmte Zeit und in einer bestimmten Tiefe in die Gelatine getaucht, und zwar getrennt für die Kapselkappe und den Kapselkörper. Dieser Vorgang wird Eintauchen genannt und dauert nur kurze Zeit, bevor die Stifte aus der Gelatine entfernt und zum Trocknungsbereich transportiert werden, während sie sich um ihre Achse drehen, damit die Gelatine gleichmäßig verteilt wird. Im Trocknungsbereich durchlaufen die Stifte mehrere Trocknungsstufen, damit die Gelatine den gewünschten Feuchtigkeitsgehalt erreicht. Nach dem Trocknen werden die Kapselkörper- und Kappenhälften von den Stiften abgestreift, auf die richtige Länge geschnitten und in einem letzten Schritt in einer vordefinierten Position zusammengefügt, bevor sie zum Transport und zur Abfüllung in Behälter ausgeworfen werden.
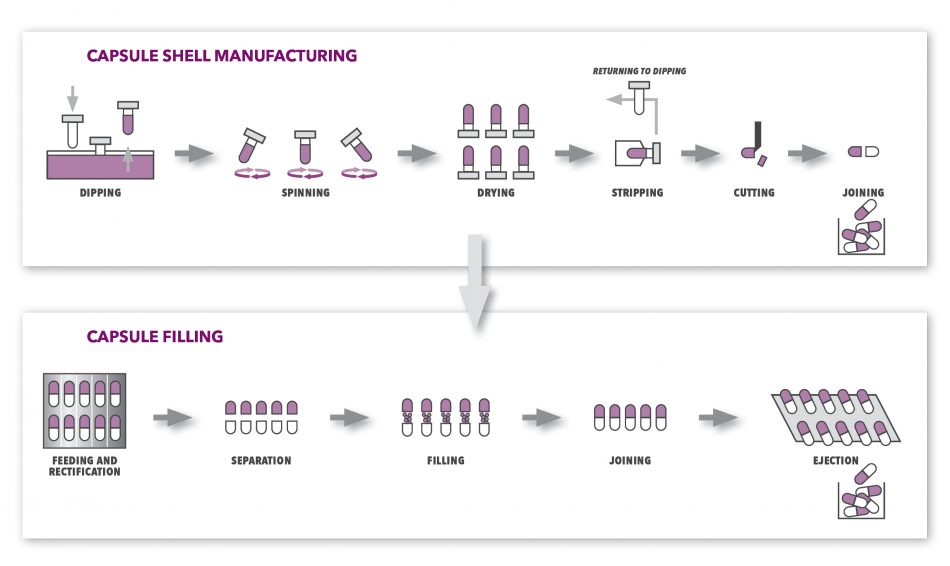 Abbildung 1: Herstellungs- und Abfüllprozesse für Kapselhüllen.
Abbildung 1: Herstellungs- und Abfüllprozesse für Kapselhüllen.Der nächste Prozess, bevor die Kapseln für den Verbraucher verpackt werden können, ist die so genannte Kapselfüllung (oder Verkapselung), bei der die Kapseln tatsächlich mit dem gewünschten Inhaltsstoff gefüllt werden. Dabei kann es sich um Pulver, Perlen, Granulat, Pellets, Tabletten, Flüssigkeiten oder eine bestimmte Kombination dieser Inhaltsstoffe handeln. Dieser Prozess wird von Kapselabfüllmaschinen durchgeführt und beginnt damit, dass leere Kapseln in die Maschine eingelegt und so ausgerichtet werden, dass die Kappen und Körper richtig getrennt werden können. Anschließend werden die Kapselkörper mit dem Inhaltsstoff gefüllt und mit Kappen verschlossen. Schließlich werden sie in den Behälter für Fertigprodukte ausgeworfen. Wenn die Füllung flüssig ist, durchlaufen die Kapseln vor dem Verpacken außerdem einen Banderolierungsprozess, bei dem ein Film aus Versiegelungsmaterial auf den Bereich zwischen Kappe und Körper aufgebracht wird, um sicherzustellen, dass die Flüssigkeit nicht aus der Kapsel ausläuft. Voila, das Produkt ist bereit zum Verpacken und Versenden an seinen endgültigen Bestimmungsort … oder doch nicht?
VORHANDENSEIN VON MÄNGELN
Obwohl die Herstellungs- und Abfüllprozesse seit der Einführung der ersten Kapseln im 19. Jahrhundert große Fortschritte gemacht haben, gibt es noch heute Herausforderungen, wenn es um die fehlerfreie Herstellung von Kapseln geht. Wenn man bedenkt, dass moderne Produktionsmaschinen rund um die Uhr in Betrieb sind und große Mengen unterschiedlicher Kapseln produzieren und abfüllen, ist es wie bei allen industriellen Prozessen unvermeidlich, dass eine bestimmte Anzahl von Kapseln auf die eine oder andere Weise fehlerhaft ist. Eine Kapsel kann auf verschiedene Weise fehlerhaft sein. In unserem Fall konzentrieren wir uns auf optische Mängel an der Kapselhülle, die entweder während der Herstellung der Kapselhülle oder des Füllprozesses (Verkapselung) verursacht werden. Wie Sie in der Tabelle unten sehen können, gibt es eine breite Palette von Mängeln, die an Hartschalenkapseln gefunden werden können. Sie reichen von größeren Mängeln, die als kritisch angesehen werden und die Leistung des Endprodukts beeinträchtigen, bis hin zu kleineren Mängeln, die optische Unvollkommenheiten der Kapsel umfassen und ernsthafte Zweifel an der Integrität und Qualität des Produkts aufkommen lassen.
Qualitätssysteme von Unternehmen, die Kapselhüllen herstellen oder diese befüllen, basieren in der Regel auf bestimmten statistischen Schemata oder einer 100-prozentigen Sichtprüfung, die entweder manuell oder automatisiert erfolgen kann. Wie wir bereits in unserem Artikel über Tablettenmängel erwähnt haben, können statistische Systeme die erforderliche Qualität jedes einzelnen Produkts nicht gewährleisten. Deshalb konzentrieren sich Unternehmen lieber auf eine 100-prozentige Sichtprüfung und Sortierqualität. Wenn wir über die Inspektion großer Kapselchargen sprechen, können wir uns kaum vorstellen, eine genaue, 100-prozentige Sichtprüfung manuell durchzuführen. Es ist praktisch unmöglich, in der Pharmaindustrie hohe Qualitätsstandards aufrechtzuerhalten und gleichzeitig die Risiken einer manuellen Inspektion zu kennen. Aus diesem Grund investieren Unternehmen heutzutage immer mehr in automatisierte visuelle Inspektionssysteme für Kapseln, wie beispielsweise SENSUM-Lösungen, insbesondere wenn das Produkt komplex und visuell anspruchsvoll ist und mithilfe fortschrittlicher Algorithmen zuverlässig geprüft werden kann.
In der folgenden Tabelle haben wir einen Überblick über die häufigsten visuellen Hartgelkapselmängel zusammengestellt, die uns bei unserer täglichen Arbeit begegnen. Wie Sie feststellen werden, sind die Mängel je nach Ursache in zwei Gruppen unterteilt, die in der Herstellung der Kapselhülle oder im Abfüllprozess liegen können. Darüber hinaus haben wir für jeden Mangel auch die Gründe für sein Auftreten ermittelt.
VERFAHREN ZUR HERSTELLUNG EINER KAPSELHÜLLE
| MÄNGEL | PROZESSBEZOGENE URSACHEN | FORMULIERUNGSBEZOGENE URSACHEN |
Farbabweichung |
Unsachgemäße Lagerbedingungen (Einwirkung von Licht, Hitze, pH-Wert, mikrobieller Kontamination usw.). | Relativ schlechte Stabilität ausgewählter Farbstoffe und Pigmente, falsche Pigmentmenge oder unzureichende Homogenisierung des Pigments |
Kurzer Körper/Kappe |
Unzureichendes Eindringen des Körpers/der Kappe in die Spannzange vor dem Schneidvorgang aufgrund einer nassen Schale oder eines Problems mit der Spannzange. | / |
Langer Körper/Kappe |
Verursacht durch ein fehlendes Messer oder ein defektes Messer während des Schneidvorgangs. | / |
Punkte/Flecken |
Kleine Fragmente der Schalenwände, die beim Trimmen entstanden sind, gelangen in den Eintauchbereich. Dies geschieht während des Formtauchvorgangs. Könnte auch das Ergebnis eines Drucks sein. | Fremdstoffe in der Gelatinelösung oder unsachgemäße Homogenisierung des Pigments. |
Doppelkappe |
Eine lose Kappe gleitet über den Körper einer anderen Kapsel, nachdem eine der Kappen aufgrund einer unzureichenden Vorverriegelungsposition im Verbindungsblock locker war. Dies geschieht bei der Handhabung der Kapseln. | / |
Löcher/Kratzer |
Mechanische Probleme oder eine schlechte Maschineneinstellung führen dazu, dass die Abstreiferbacken die Schale bei der Vorwärtsbewegung berühren und sie beim Entfernen der getrockneten Filme vom Formstift abstreifen. | /
|
Fugen/beschädigte Kante/grober Schnitt |
Verursacht durch ein stumpfes Messer beim Schneidvorgang. | / |
Sternenden |
Ungleichmäßige Gelatineverteilung auf tauchbeschichteten Stiften oder zu viel Gelatinelösung am Ende des Stifts. | Falsche Viskosität der Gelatineformulierung. |
Bläschen |
Falsches Vakuum oder falsche Dauer des Extraktionsprozesses der Gelatineblasen. | / |
Beschädigter Druck |
Falsche Tintenviskosität und falscher Druck, ungleichmäßiger Tintenfluss, verstopfte Tintendüsen, unvollständiges Trocknen der Tinte usw. | Falsche Formulierung der Tinte vermischt sich mit einer Kombination von Beschichtungsbestandteilen. |
Dünne/dicke Wand |
Ungleichmäßige Gelatineverteilung auf tauchbeschichteten Stiften (dünne Wand). Die Stifte werden zweimal eingetaucht oder liegen zu lange in der Gelatine (dicke Wand). | Falsche Viskosität der Gelatinelösung, unzureichendes Vorhandensein von Netzmittel. |
Teilungen |
Verursacht durch ungleichmäßige Trocknung oder ungleichmäßige Filmdicke an der Spaltstelle. | Zu wenig Weichmacher, geringe Ausgewogenheit der Feuchte. |
VERKAPSELUNGS-/KAPSELFÜLLVERFAHREN
| MÄNGEL | PROZESSBEZOGENE URSACHEN | FORMULIERUNGSBEZOGENE URSACHEN |
Dellen und Löcher (an Spitzen) |
Übermäßige Einstellung der Verschlusslänge während des Verkapselungsprozesses, übermäßige Verschlusslänge, übermäßiger Verschlussdruck, Überfüllung der Kapseln, falsche Stiftgröße oder Stiftkonfiguration, unsachgemäße Lagerbedingungen (Feuchtigkeit). | Ungeeignete mechanische Eigenschaften der Gelatine, z. B. plastische Verformung durch zu hohen Wassergehalt. |
Risse |
Unsachgemäße (Lager-)Bedingungen, die den Feuchtigkeitsübergang von der Kapselhülle auf verkapselte Bauteile begünstigen, Fehlausrichtung der oberen und unteren Kapselsegmente oder falsche Einstellung des Kappenniederhaltestifts beim Zusammenfügen. | Unzureichende mechanische Eigenschaften der Gelatine aufgrund einer geringen Weichmachermenge oder einer geringen Ausgewogenheit der Feuchte oder der Verwendung hygroskopischer Komponenten, die Wasser aus der Kapselhülle absorbieren. |
Ineinanderschiebungen |
Nicht ausgerichteter Körper und Deckel aufgrund eines zu großen Spalts im Gegenlager, einer allgemeinen Fehlausrichtung der Komponenten der Abfüllmaschine oder abgenutzter Maschinenkomponenten, eines zu hohen Füllgewichts der Kapsel, einer schlechten Qualität des geformten Pulverkörpers, einer hohen Schwankung der Kapselgröße, ungeeigneter Umgebungsbedingungen (Temperaturschwankungen) und/oder eines abgenutzten Deckelsitzes oder Körperdurchgangs. | Verzerrte Form der Kapseln durch grobe Füllbestandteile mit harten und scharfen Kanten. |
Unsachgemäß geschlossen/nicht geschlossen |
Falsche Einstellung der Schließlänge und des Schließdrucks, falsche Stiftkonfiguration. Verschmutzung der Körper-Kappen-Schnittstelle (Verriegelungsbereich) und Überfüllung. | / |
Staub |
Höchstwahrscheinlich ist dies das Ergebnis des fehlenden Einsatzes eines Kapselpolierers (beim Abfüllen von staubigen Füllungen) am Ausgang der Kapselfüllmaschine, bevor die Kapseln in die Produktbehälter entleert werden. | / |
| Leer |
Fehlfunktion oder fehlende Sicherheitsvorkehrungen in der Kapselfüllmaschine, die verhindern, dass leere oder unterfüllte Kapseln den Austrittsschacht erreichen (z. B. Wägezellen, kapazitive Sensoren, Dehnungsmessstreifen usw.). | / |
Beschädigtes Band |
Schlecht abgestimmter Banderolierprozess, wie z. B. ungeeignete Radhöhe und -geschwindigkeit, ungeeignete Verarbeitungstemperatur, ungeeignete Bandstärke, schlechtes/defektes Bandrad. | Ungünstige mechanische Eigenschaften des Gelatinebandes, z. B. geringe Zugfestigkeit oder hohe Schrumpfung, die zu „bananenförmigen“ Defekten führen. |
HABEN SIE PROBLEME MIT MÄNGELN AN KAPSELN?
Sehen Sie unten in den Videos, wie unsere Maschinen für automatische Sichtprüfung Ihnen dabei helfen können. Besuchen Sie unsere Seite PRODUKTE, um mehr über unsere STREAM– und SPINE-Lösung zu erfahren, oder kontaktieren Sie uns unter [email protected], um mit unserem Expertenteam zu sprechen.
Quellen:
– https://www.vitafoodsinsights.com/services/how-troubleshoot-7-most-common-capsule-defects
– https://www.slideshare.net/BhushanGhike/encapsulation-problem-and-remedies-66452012
– https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2750482/pdf/12249_2008_Article_5457.pdf
– https://www.farmacapsulas.com/en/eliminacao-defeitos-mecanicos-no-fecho-da-capsula/
– https://www.pharmapproach.com/manufacture-of-hard-gelatin-capsules/
– https://www.pharmapproach.com/hard-gelatin-capsules-formulation-and-manufacturing-considerations/2/
– https://manufacturingchemist.com/news/article_page/The_colouration_of_tablets_and_capsules/34905
– https://www.slideshare.net/Ramyapriya7/quality-control-of-capsules
– https://www.academia.edu/9833661/Answers_to_10_common_questions_about_capsule_filling
– https://www.researchgate.net/publication/292539476_Capsule_Manufacturing_Technology
– https://falcaoteles.pt/sites/default/files/PDF/HGC%20Technical%20Manual%20version%20Q026-1-2011E.PDF
– https://simplepharmanotes.blogspot.com/2017/10/manufacturing-of-hard-gelatin-capsules.html
– https://basicmedicalkey.com/capsule-shell-manufacture/
– https://www.icapsulepack.com/capsule-filling-machine/
– L. L. Augsburger, S. W. Hoag: Pharmaceutical Dosage Forms: Capsules, CRC Press, 2017
– https://tabletscapsules.com/wp-content/uploads/pdf/tc_20190101_0012.pdf
– http://proddownloads.vertmarkets.com.s3.amazonaws.com/download/88b9d920/88b9d920-52d8-4e7a-aa83-a149003c0f61/original/aaps_t3427_haibowang.pdf
– http://jddtonline.info/index.php/jddt/article/view/2794/2276
– https://www.speronline.com/japer/Articlefile/224.pdf
Similar posts